Name:
GMW GMW14400 PDF
Published Date:
01/01/2011
Status:
[ Revised ]
Publisher:
General Motors Worldwide
This specification covers the requirements for low carbon, heat-treatable boron steel used in the manufacture of structural parts requiring heat treatments to achieve high strength. Press-hardened steel (PHS) can be preformed and subsequently hot stamped and die quenched, resulting in a part that generally consist of martensite or martensite with trace amounts of bainite. Typical applications include door impact beams, bumper impact beams, and reinforcements for impact structures.
Note: Nothing in this standard supercedes applicable laws and regulations.
Note: In the event of conflict between the English and domestic language, the English language shall take precedence.
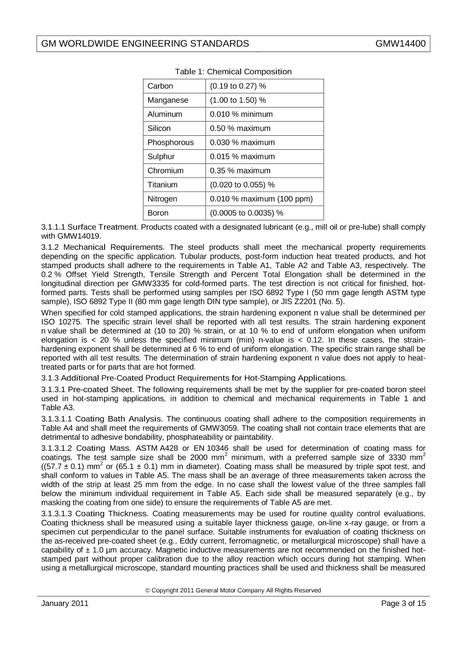
Material Description. The material designation is defined by the GMW base metal specification number, material category (Sheet or Tubular product), steel product type, grade, and finish type. The substrates used in these applications may be cold rolled or hot rolled but the product type is designated as heat treated (HT) or hot stamped (HS), as appropriate. The steel grades will correspond to the chemical and mechanical requirements as shown in Table 1 and Table A1 through Table A3. The surface quality type, an alpha character, shall be designated with the surface quality, unexposed (U). The above descriptive items are used together to form the coding system. Examples of the coding system for engineering part drawings, electronic math data files, and/or manufacturing engineering documents are shown in paragraph 8.
This revision includes a change of coating designation for Aluminum-Silicon pre-coated material to be consistent with the designation system of steel suppliers. The short cut for Aluminum-Silicon pre-coated material was changed from AL to AS as shown in paragraph 8.3.2.
Resistance Welded Mechanical Tubing. Tubes supplied to this specification are roll formed from steel strip to the desired shape and dimension, electrical resistance welded into a tube, and then heat treated to achieve the final mechanical property requirements.
Induction Heat Treated Steel. Part sections formed with this operation and supplied under this standard shall be made by stamping in the as-rolled condition. The raw stamping can be selectively coil induction hardened to achieve the required strength requirements.
Al-Si, Zn, Zn-Fe, or Zn-Ni pre-coated products shall not be used in these applications.
Hot-Stamped/Die-Quenched Steel. Parts manufactured by a direct hot stamping operation and supplied under this standard shall be made by austenitizing a pre-cut blank, hot stamping the heated blank and rapid cooling (quenching) the stamped part in the die or via water quenching. An indirect hot stamping operation requires pre-forming the part in the cold state prior to heating and subsequent rapid cooling.
Uncoated Products. Parts formed with a direct or an indirect hot stamping operation with uncoated steel and supplied under this standard shall be subsequently shot cleaned to remove oxide from the surface.
Pre-Coated Products. Parts formed with a hot stamping operation may also utilize pre-coated steels furnished according to this specification, in order to eliminate the need for shot cleaning and/or improve corrosion performance.
Aluminum-Silicon (Al-Si) Pre-Coated: Parts shall not be cold-stamped prior to the hot stamping operation, but slight roll-forming operations may be allowable if the coating is not damaged. Shot cleaning is not permitted for Al-Si pre-coated parts to prevent damage to the coating.
Zinc (Zn) Pre-Coated: Parts shall be cold-stamped or roll formed prior to the hot stamping operation, in order to avoid significant deformation at high temperature. After the indirect hot stamping operation, the part shall be blasted to remove zinc oxide from the surface.
Zinc-Iron (ZnFe) or Zinc-Nickel (ZnNi) Alloy Pre-Coated: Parts can be hot stamped in a direct or indirect hot stamping operation. After hot forming and cooling the part shall be blasted to remove zinc oxide from the surface.
Symbols. Not applicable.
Typical Applications. Typical applications are uncoated or pre-coated sheet metal and thin gauge tubular structural parts requiring yield and tensile strengths exceeding 950 MPa and 1250 MPa respectively.
Remarks. See Table A1 in Appendix A for cross-referenced/superseded specifications.
| Edition : | E |
| File Size : | 1 file , 76 KB |
| Number of Pages : | 15 |
| Published : | 01/01/2011 |



















